

Zavarivanje aluminija je tehnika koja omogućava spajanje dva komada metala. Ručno zavarivanje aluminija smatra se jednim od najfleksibilnijih i najjednostavnijih metoda korisnih za rad s različitim metalima poput željeza, čelika, aluminija i nehrđajućeg čelika. Ovaj proces se može provoditi kako u zatvorenim prostorima, tako i na otvorenom. Među najpopularnijim tehnikama zavarivanja su MAG, MIG i TIG zavarivanje aluminija.
Zavarivanje aluminija predstavlja metodu povezivanja dva metalna segmenta. Manualno zavarivanje aluminija smatra se najfleksibilnijim i najosnovnijim procesom korištenim za spajanje različitih metala poput željeza, čelika, aluminija i nehrđajućeg čelika. Ovaj postupak može se izvoditi kako u zatvorenom, tako i u otvorenom prostoru. Najčešće korištene tehnike uključuju MAG, MIG i TIG zavarivanje aluminija.
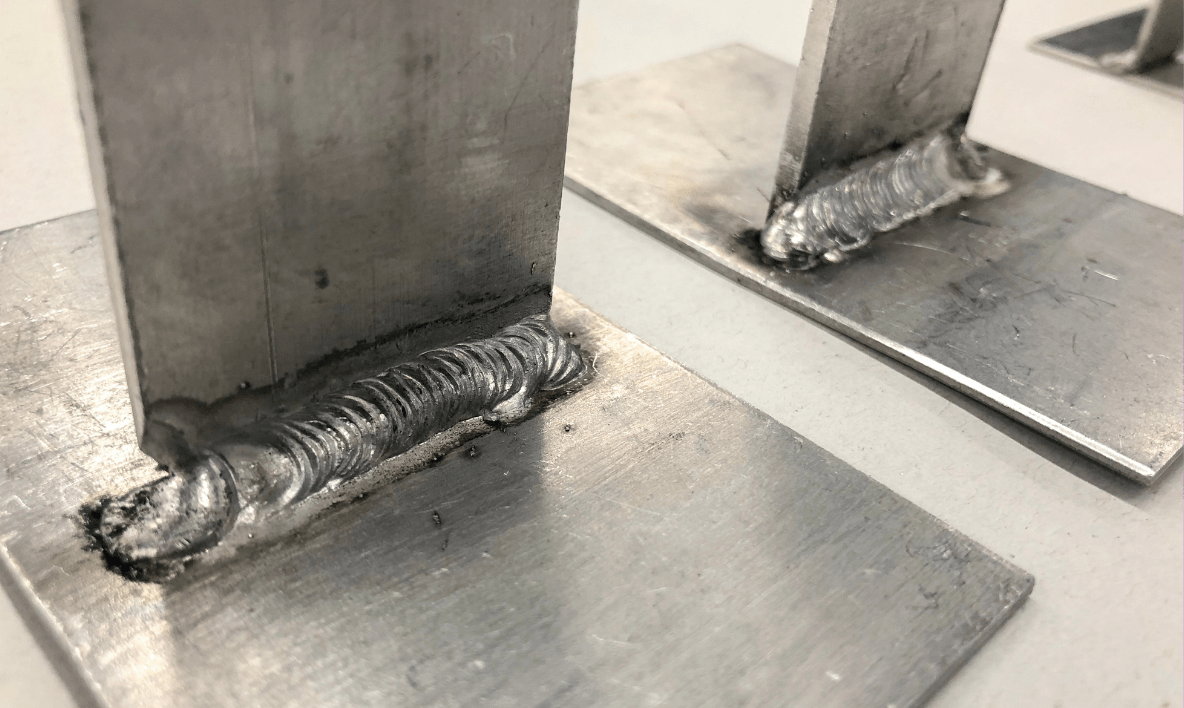
Zavarivanje aluminija
Zavarivanje aluminija je kompleksan proces koji zahtijeva iskustvo i specijaliziranu opremu. Za zavarivanje se koriste izmjenična ili jednosmjerna struja, koja pomaže u uklanjanju oksida s aluminija. Prije početka zavarivanja, površina mora biti temeljito očišćena, a aluminij se može zagrijati do 200 °C kako bi se ubrzao proces. Neophodna oprema uključuje zaštitnu masku s tamnim staklom, rukavice, negorivu odjeću i obuću, visokofrekventni generator, plamenik, zavarivački aparat i plinsku bocu. Važno je provoditi zavarivanje u dobro prozračenom prostoru zbog opasnih plinova koji se oslobađaju.
Estetika zavara varira ovisno o korištenoj tehnici. TIG, MIG i MIG MAG su poznate tehnike za postizanje estetski prihvatljivih zavara. Iako se smatra da TIG tehnika daje najbolje rezultate, atraktivan izgled zavara može se postići i MIG tehnikom, posebno uz korištenje oscilacija plamenika. Za jednostavnije dobivanje lijepog izgleda zavara korisna je tehnika dvostrukog impulsa MIG MAG. TIG zavarivanje je osjetljivije na prisustvo nečistoća u odnosu na MIG metode, stoga je priprema materijala, odnosno njegovo temeljito čišćenje prije zavarivanja, od ključne važnosti bez obzira na izabranu tehniku.
Primjena TIG metode pri zavarivanju aluminija
TIG zavarivanje aluminija koristi argon kao zaštitni plin i volframovu elektrodu koja se ne troši, čiji je promjer između 0,5 i 6,4 mm za stvaranje električnog luka. Električni luk koji se stvara između elektrode i metala koji se zavaruje pruža neophodnu toplinu za zavarivanje. Materijal za zavarivanje dodaje se ručno sa strane. Za visokokvalitetne rezultate zavarivanja, ključno je koristiti čistu opremu i osigurati adekvatnu toplinu. Ako uređaj ne generira dovoljno topline, preporučuje se upotreba elektrode većeg promjera ili drugačijeg tipa. TIG zavarivanje se može izvoditi ručno za manje i složenije komade, poluautomatski s uređajem za dovod žice, dok se automatsko zavarivanje koristi samo za horizontalne zavare.
MIG zavarivanje aluminija kroz tehniku kratkog spoja
Uspjeh MIG zavarivanja aluminija ovisi o mnogim faktorima. Za MIG zavarivanje obično se koristi argon, ali moguće je koristiti i mješavine s helijem. Ova tehnika omogućuje korištenje bilo kojeg MIG/MAG aparata za zavarivanje, s prilagodbom napona luka i regulacijom brzine dovoda žice. Prednost ove metode je bolje raspršivanje kapljica žice pri jačoj struji, što osigurava kvalitetnije zavare na horizontalnim površinama. Međutim, ova prednost se pretvara u nedostatak kod zavarivanja vertikalnih površina ili iznad glave, gdje prekomjerno raspršivanje može otežati proces. Dodatni izazov je veća tendencija raspršivanja pri slabijoj struji.
Primjena pulsne metode u MIG MAG zavarivanju aluminija
U MIG MAG zavarivanju aluminija, posebno tijekom dvostrukog pulsnog procesa, nema potrebe za ubrizgavanjem kapljica, već je ključno precizno kontrolirati duljinu luka gdje se kapljice tope s žicom. Efikasnija zaštita luka postiže se zavarivanjem od desna prema lijevo, što pomaže u kontroliranju taljevine.
Također, važan je mehanizam dodavanja žice, pri čemu većina suvremenih uređaja ima pogon na četiri kotača s polukružnim utorima koji su optimalni za MIG i MAG zavarivanje aluminija. Iako se može činiti kompleksno, suvremeni uređaji za MIG MAG zavarivanje omogućuju jednostavno prebacivanje između pulsnog zavarivanja i zavarivanja kratkim spojem.
Opće preporuke za zavarivanje aluminija
Za zavarivanje aluminija preporučuje se upotreba tehnike koja potiskuje taljevinu, a optimalno je izvoditi zavarivanje od desne prema lijevo. Ova metoda ne samo da bolje štiti električni luk, već i efikasnije čisti rastopljeni metal i smanjuje prisutnost štetnih elemenata. Moderni zavarivački uređaji nude različite automatske funkcije za zavarivanje aluminija, bilo da se radi o pulsnom zavarivanju ili zavarivanju kratkim spojem, što olakšava zavarivačima postizanje optimalnih zavarivačkih parametara.